Designing the guesswork out of quality control inspections
Destructive product testing is a great way to holistically verify that a product assembly meets requirements. But it’s wasteful and tells an incomplete story.
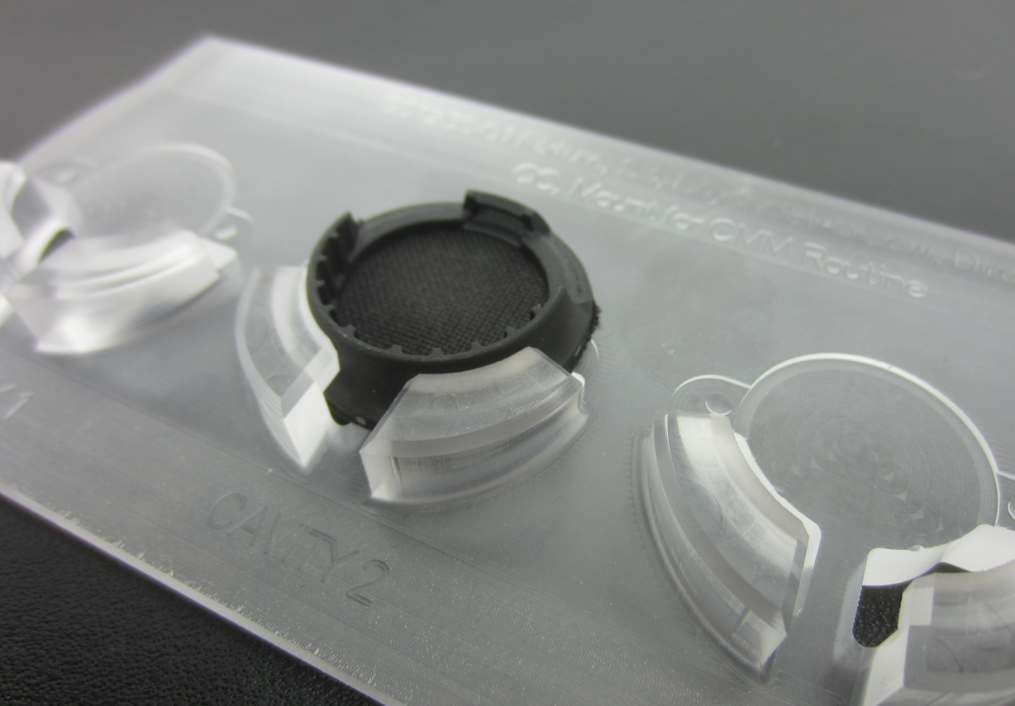
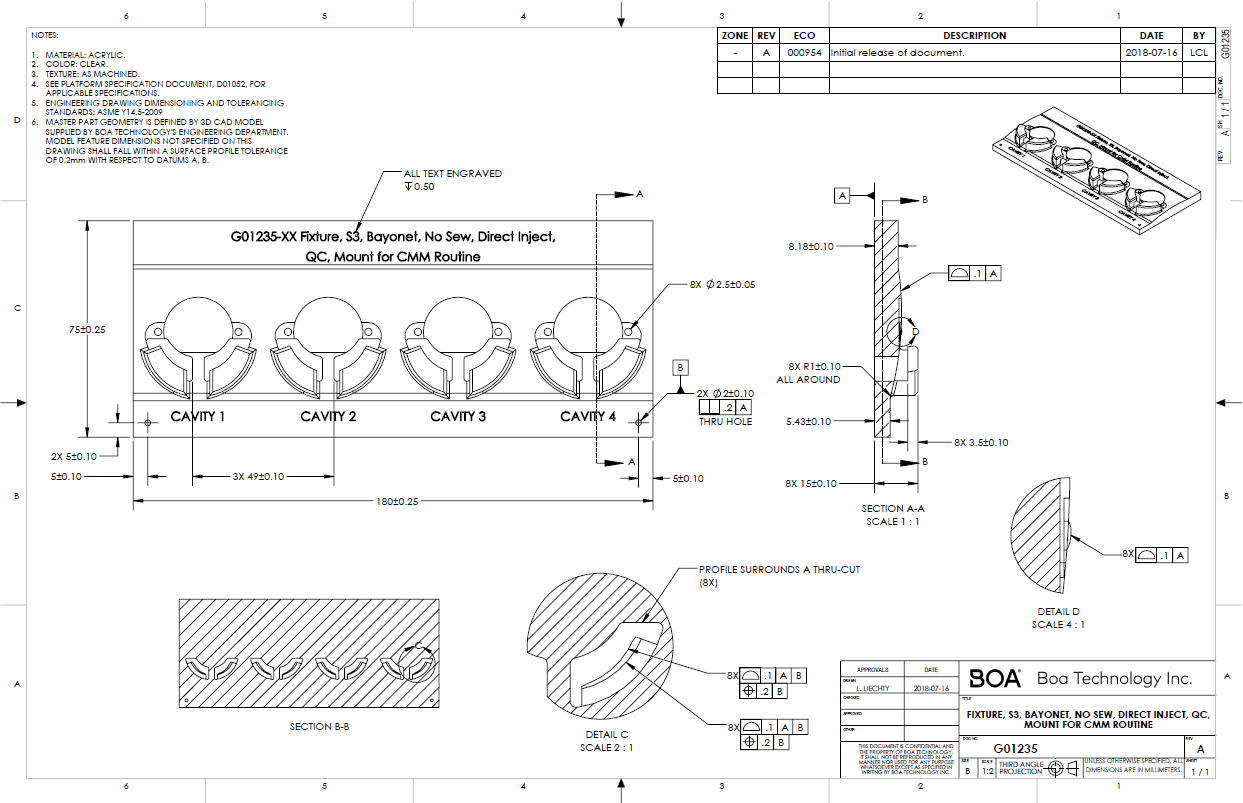
Pushing quality checks upstream gives visibility into individual part defects through dimensional and visual inspection. It’s a time-consuming step requiring skilled operators and keen eyes. Automating this process removes operator error, drastically reduces turnaround times, and in the case of Boa Technology, saves them $80k per product line per year. I designed part fixtures and wrote coordinate measuring machine (CMM) programs that work together to streamline quality control.
This is what the system is all about: producing real-time control charts, accessible anywhere with an internet connection.
These plots show the dimensional variation of parts shortly after being molded. Quality issues are automatically identified so they can be corrected early on, reducing scrap rates and testing frequencies.
Shortcomings of the CMM
The optical CMM needs a clear line of sight to measure dimensions, and does not have the ability to measure overhanging geometry unless the part is cross-sectioned. The process of preparing cross-sections is too labor-intensive and time-consuming to be viable on the production line, however. For these dimensions, I designed GO/NG gauges that are inserted into a part then rotated to check for dimensional conformance of undercut features.